

FlexPower
Förderkennzeichen: 49MF180063
Projektlaufzeit: 01.10.2018 bis 31.12.2020
Schnelle Strahlformung von High-Power-UKP-Lasern
Ziel der Entwicklung
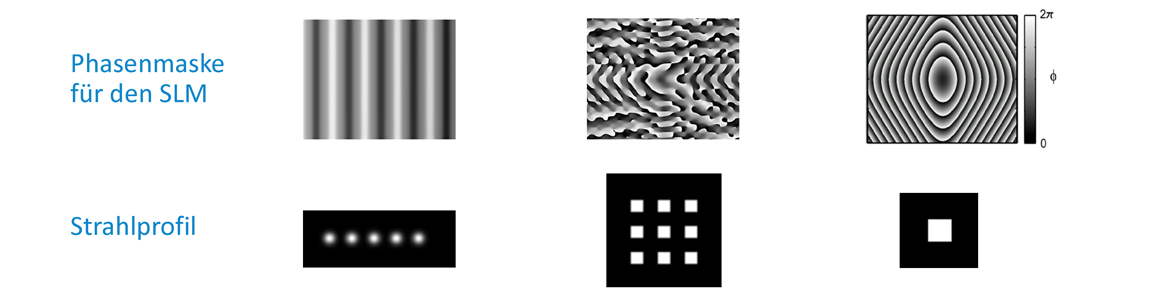
In diesem Projekt ging es um die Möglichkeit, einen spatial light modulator (SLM) einzusetzen, um die heute mögliche hohe Durchschnittsleistung eines modernen Ultrakurzpuls-(UKP)-Lasers sinnvoll für die Mikromaterialbearbeitung zu nutzen. Der SLM wirkt als beugendes optisches Element in Reflexion, analog zu einem beliebig verformbaren Spiegel. Der SLM kann beispielsweise einen Laserstrahl in viele nahezu beliebig angeordnete Teilstrahlen aufspalten, das Intensitätsprofil des Laserstrahls modifizieren oder beides gleichzeitig tun. Durch diesen Ansatz ist es möglich, beispielsweise einen UKP-Laser mit einer Durchschnittsleistung von 100 W in 20 Teilstrahlen mit jeweils 5 W aufzuspalten. Dies würde dann beispielsweise das simultane Erzeugen von 20 Strukturen gleichzeitig erlauben. Zentrale Zielstellung des Projekts war die Programmierung und praktische Anwendung von Algorithmen, die es erlauben, einen SLM so anzusteuern, dass er einen UKP-Laserstrahl in beliebige Intensitätsverteilungen und Anordnungen von Teilstrahlen umwandeln kann.
Vorteile und Lösungen
Das ifw Jena konnte die Formung von Top-Hat-Strahlen soweit vereinfachen, dass sie für die industrielle Nutzung tauglich ist. Zum einen wurde eine starke Vereinfachung für bekannte Formeln zur Konversion von Gauß zu Top-Hat gefunden und gezeigt, dass diese Strahlen gleicher Qualität hervorbringt. Die Näherung ist eine einfache Hyperbelfunktion, deren Parameter einen direkten, nachvollziehbaren Einfluss auf den Laserstrahl haben. Die benötigte Rechenleistung wurde auf ein Fünftel reduziert und ist somit insbesondere für Echtzeit-Anwendungen interessant, in denen Phasenmasken während eines Bearbeitungsprozesses verändert werden. Zum zweiten ist es am ifw Jena gelungen, den Gerchberg-Saxton-Algorithmus so zu modifizieren und günstige Startbedingungen zu formalisieren, dass Lösungen mit möglichst glattem Phasenverlauf gefunden werden. Dadurch lassen sich die Störungen in der Zielverteilung drastisch reduzieren. Kurz gesagt, besteht die Lösung darin, dem GSA bei der ersten Iteration den Zusammenhang zwischen der Startverteilung (oft ein Gaußstrahl) und dem kleinsten Feature der Zielverteilung (wegen Beugungsbegrenzung auch oft ein Gaußstrahl) zu zeigen. Das kann erreicht werden, in dem die Zielverteilung in der Größe skaliert wird, bis sie kleiner ist als die Fouriertransformierte der Startverteilung. Anstatt verschiedene Teile des Strahls zufällig destruktiv zu überlagern, um den Zielfokus zu erzeugen (was anfällig für optische Störungen -Speckles- ist), „bemerkt“ der Algorithmus dann, dass eine einfache Linse (bzw. deren Phasen-Äquivalent) zur Fokussierung ausreichend ist und findet von dort aus Phasenmasken, die viel einfacher und glatter sind, was zu deutlich weniger Störungen in der Zielverteilung führt. Die für die verkleinerte Zielverteilung errechnete Phasenmaske kann nach dem Ende des Algorithmus problemlos in der Größe skaliert werden, um die gewünschte Zielgröße in der Anwendung zu erreichen. Diese Weiterentwicklung des Gerchberg-Saxton-Algorithmus erlaubt die einfache Berechnung von Phasenmasken, die störungsfreie Zielverteilungen hervorbringen; auch für komplexe Zielverteilungen. Damit lässt sich die Geschwindigkeit in der UKP-Lasermaterialbearbeitung deutlich steigern. Beispielsweise können mikrotechnische Strukturen mit 5 x 5 parallelen Strahlen generiert werden, die alle genau die gleiche Leistung tragen. Aber auch kontinuierliche Intensitätsverläufe sind möglich: Beispielsweise wurde ein inverses Linsenprofil erzeugt, um durch kontinuierlichen Abtrag aus einem Material eine Linse herauszuarbeiten. Dabei wird der Treppenstufeneffekt durch das sonst übliche Slicen und Scannen vermieden.
Zielmarkt
Die Projektergebnisse sind unter anderen für die Lasermarkierung sehr relevant. Mittels flexibler Strahlformung und -teilung lassen sich Bearbeitungszeiten von Markierprozessen drastisch verringern. Ein Hochleistungs-UKP-Laser mit 100 W Ausgangleistung kostet etwa 220.000 €. Diese Leistung ist so hoch, dass sie nicht mehr in einem Strahl sinnvoll an einem Werkstück appliziert werden kann. Ein 16 W-UKP-Laser kostet aber etwa 150.000 €, so dass die Teilung des 100 W-Strahls in sechs 16 W-Strahlen die gleiche Produktivität erlaubt, für die vorher sechs UKP-Laser nötig waren. Das dazu verwendete Strahlteilungselement ist mit 70.000 € relativ günstig. Diese Beispielrechnung zeigt, dass sich durch die Strahlteilung eines Hochleistungslasers ein großer Teil der Investitionskosten bei gleicher Produktivität einsparen lässt, wenn es um Aufgaben mit großem Volumen geht. Der Strahlteiler ist aber auch digital programmierbar, so dass das Strahlprofil für die Markierung oder Bearbeitung sehr schnell (auch von Werkstück zu Werkstück) angepasst werden kann. Dies begünstigt den Einsatz von Laserwerkzeugen in großvolumigen Produktionslinien. Die Lasermaterialbearbeitung ist aber neben der Markierung aber auch nötig für die Fertigung von Elektronikkomponenten und Dünnschichtsystemen wie Solarzellen. Hier sind oft Prozesse anzutreffen, die sich sehr leicht parallelisieren lassen, weil beispielweise auf einem Wafer sehr oft die gleiche Bearbeitung ausgeführt werden muss. In solchen Fällen können die entwickelten Strahlteilungsmechanismen ihre volle Effektivität entfalten. Ein Konkurrenzprozess zur dynamischen Strahlformung ist die Strahlformung durch fixe optische Elemente (DOE’s, Gitter, spezielle Linsensysteme). Einschließlich der umgebenden Optiken kosten diese Systeme etwa 10.000 €. Das ist zwar deutlich günstiger als flexible Strahlformung jedoch sind diese Systeme maximal unflexibel: Sie erzeugen für ein bestimmtes Eingangsstrahlprofil genau ein gewünschtes Ausgangsstrahlprofil. Im Falle von Dejustage, fehlerhafter Berechnung oder veränderten Anforderungen funktioniert das optische System nicht mehr und es muss zeitaufwändig ein neues beschafft werden. Gerade die UKP-Anwendungen zeichnen sich aber durch wechselnde Anforderungen, Pilotversuche und Produktiterationen aus, so dass Flexibilität hier extrem wertvoll ist. Nach etwa sechs verschiedenen Anwendungen lohnt sich die flexible Strahlformung dann finanziell. Diese Anzahl verschiedener Anwendungen ist bei UKP-Prozessen sehr verbreitet, weil sowohl etablierte Fertigungsprozesse als auch neue Ideen nicht immer wie erwartet auf die UKP-Technologie übertragen werden können. Oft werden in der Prozessentwicklung viele verschiedene Schritte durchlaufen, bis die optimale Bearbeitungsweise bekannt ist.
